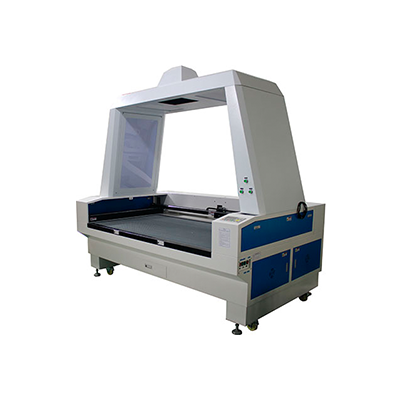
 安順智能化纜線雷射研磨機
安順智能化纜線雷射研磨機
隨著雷射功率的下限急速沖破,6000W纜線雷射研磨機采用早已很兩極化了,采用6000瓦的雷射氮氣研磨截葉、研磨速率可達 10m/min 以內,隨著鋼材寬度的增加、速率將減慢,當速率少于 20mm 時,研磨速率將增加至 1m/min。假如研磨花紋中存有雙角,則雙角部份就很難在研磨中被綾衣,且雙角越短,雙角部份就越會被綾衣。
為何會燒雙角
雙角或許會被綾衣,原因在于雷射束歷經雙角時雙角部份已處在低溫,再反射雷射就會引發極度熔化,引致雙角被綾衣。
燒雙角軟件系統
讓雷射研磨速率小于傳熱速率,也是讓雙角部份的研磨順利完成在金屬材料冷卻以后。
高速路研磨,試驗原始數據,當雷射研磨速率小于 2m/min 時,雙角后段被綾衣的現像就會減低。研磨前提:3000 的雷射,不銹鋼高速路熔化室,研磨速率 3m/min。高速路率研磨同時實現方向:增加雷射功率、采用加速研磨熔化室工藝技術。
波形研磨,在不發生改變雷射功率的大前提下,在雙角處采用波形研磨,也可有效率增加電爐,平均值輸出功率很大的情況下,波形的最大值功率越大,振幅越低,則每兩個波形內不反射的天數會變短,冷卻天數也因而變短,雙角電爐可獲得減輕。嚴重不足:雖然冷卻天數變短,將很大增加研磨工作效率。







 當前位置:
當前位置:
 地址:安徽省合肥市新站區佳海工業園D8幢
地址:安徽省合肥市新站區佳海工業園D8幢 手機:13917705121
手機:13917705121 電話:0551-66770025
電話:0551-66770025 Q Q:389023037
Q Q:389023037 微信:13917705121
微信:13917705121 WhatsApp:+86 13865932169
WhatsApp:+86 13865932169